鋁合金還可以這樣焊接?看完驚呆了……
鋁合金作為一種結構材料,因其具有重量輕、比強度高、耐腐蝕等優點,在工業生產中得到廣泛應用。
隨著工業技術對產品輕量化的要求日益增高,對鋁合金結構件的需求量也相應地增加,因此鋁合金的焊接技術已成為研究熱點。
然而,鋁合金特殊的物理性質決定了其有以下焊接難點:1、表面易形成熔點約為2060℃的Al2O3氧化膜,焊接時易產生氣孔與夾雜;2、易產生熱裂紋;3、焊接接頭軟化嚴重;4、線膨脹系數大,易變形;5、熱導率大,焊接時需采用能量集中、大功率熱源。
傳統鋁合金薄板的焊接多采用非熔化極惰性氣體保護焊(TIG)和熔化極脈沖氬弧焊(MIG)。但其焊接熱輸入大、焊后形變大、焊接效率低是目前最大的困擾,這也促使了新技術的出現。
華工激光工藝中心在承接某客戶鋁合金構件焊接項目中,就碰到了上述問題。
客戶要求在10mm厚的6xxx鋁合金板上焊接多個組件,焊縫數量眾多,采用MIG焊或TIG焊焊后尺寸變形非常大,翹曲達10mm,很難流入下一步的裝配,需進行繁瑣的校形工作,嚴重影響了此產品的有效生產。
為此,我們引入激光-MIG復合焊對該構件進行焊接,激光-MIG復合焊是焊接鋁合金材料的一種理想方法。
其主要思想是綜合兩種焊接方法的優點,避免單一焊接方法的不足與缺陷,具有焊接能量高、焊縫熔深大、焊接過程穩定、裝配條件低、高反射材料的焊接等諸多優點,可以實現高效率、高品質的焊接。
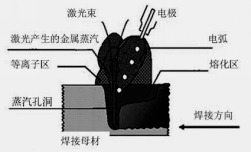
激光-MIG復合焊原理圖
此項目中,采用激光-MIG復合焊可得到外觀成型均勻一致,無裂紋、氣孔等缺陷,內部質量良好的焊縫。

激光-MIG復合焊產品焊縫形貌

MIG復合焊角焊縫焊縫截面形貌
再者,因激光束能量密度集中,熱輸入低,焊接效率高于傳統MIG焊,使得焊接變形大幅度減小,產品焊后平面度控制在1mm左右,可不經過矯正工序直接進行后續裝配使用。
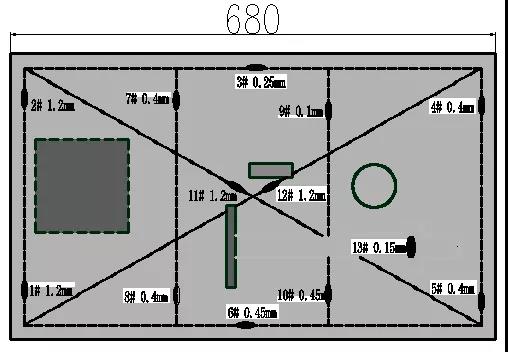
采用激光-MIG復合焊的產品平面度
相較于傳統鋁合金焊接方式,我們憑借激光-MIG復合焊極大的優勢,優化焊接工藝,獲得了焊后無需校形即可滿足客戶使用要求的產品,成功的解決了傳統焊接給其帶來的困擾。